

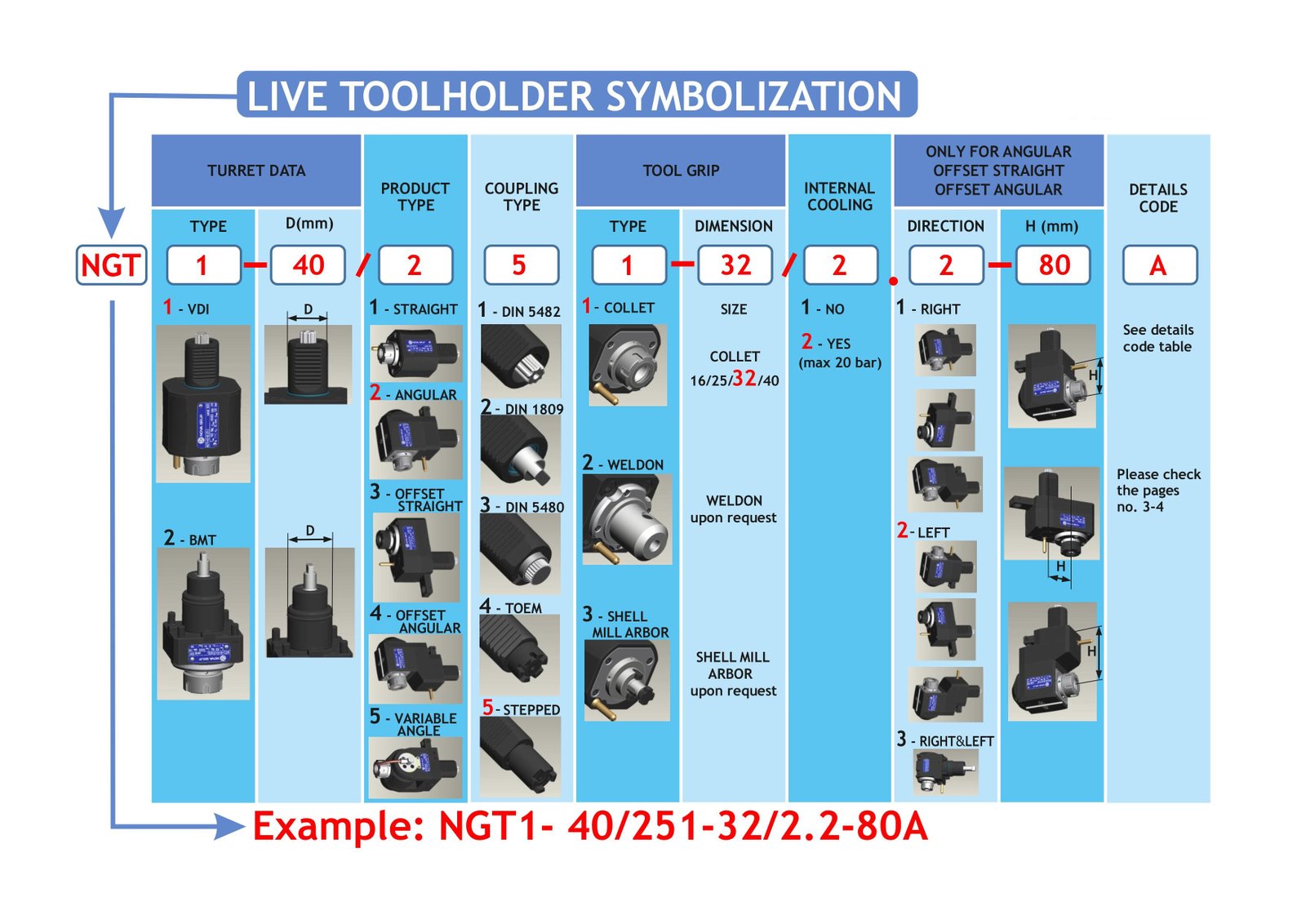
, no internal cooling, 32/1.1-130MZ2")
-856x188.png)
-856x188.png)
- Stock: In Stock
- Model: MAZAK
- Weight: 1.00kg
- Manufactured: In India
- Shipping: Worldwide
- MPN: TE8920041541
- Dispatching From: Chennai, India

This offer ends in:
-856x188.png)


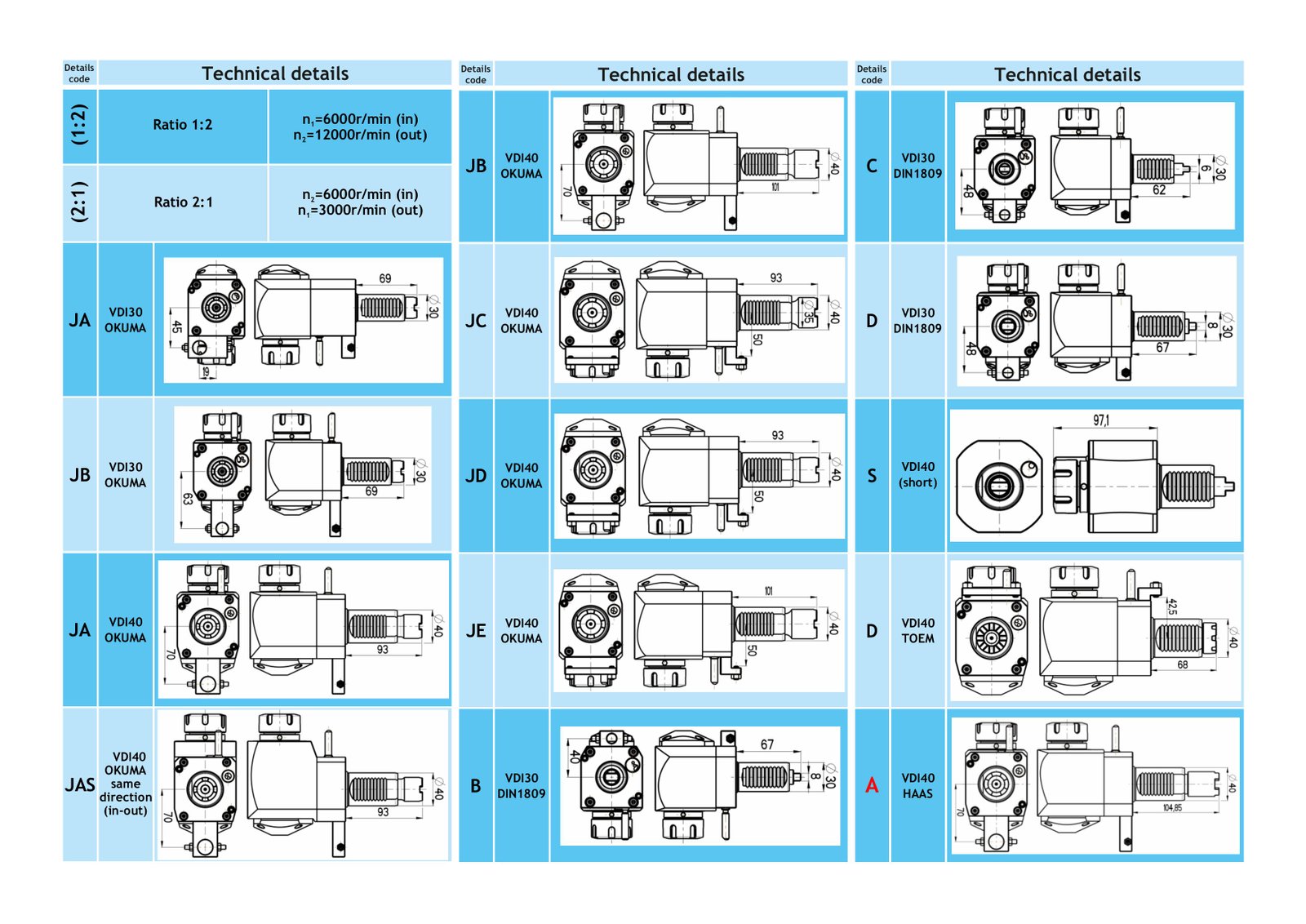
| PRODUCT CODE | NGT1-40/221-32/1.1-130MZ2 |
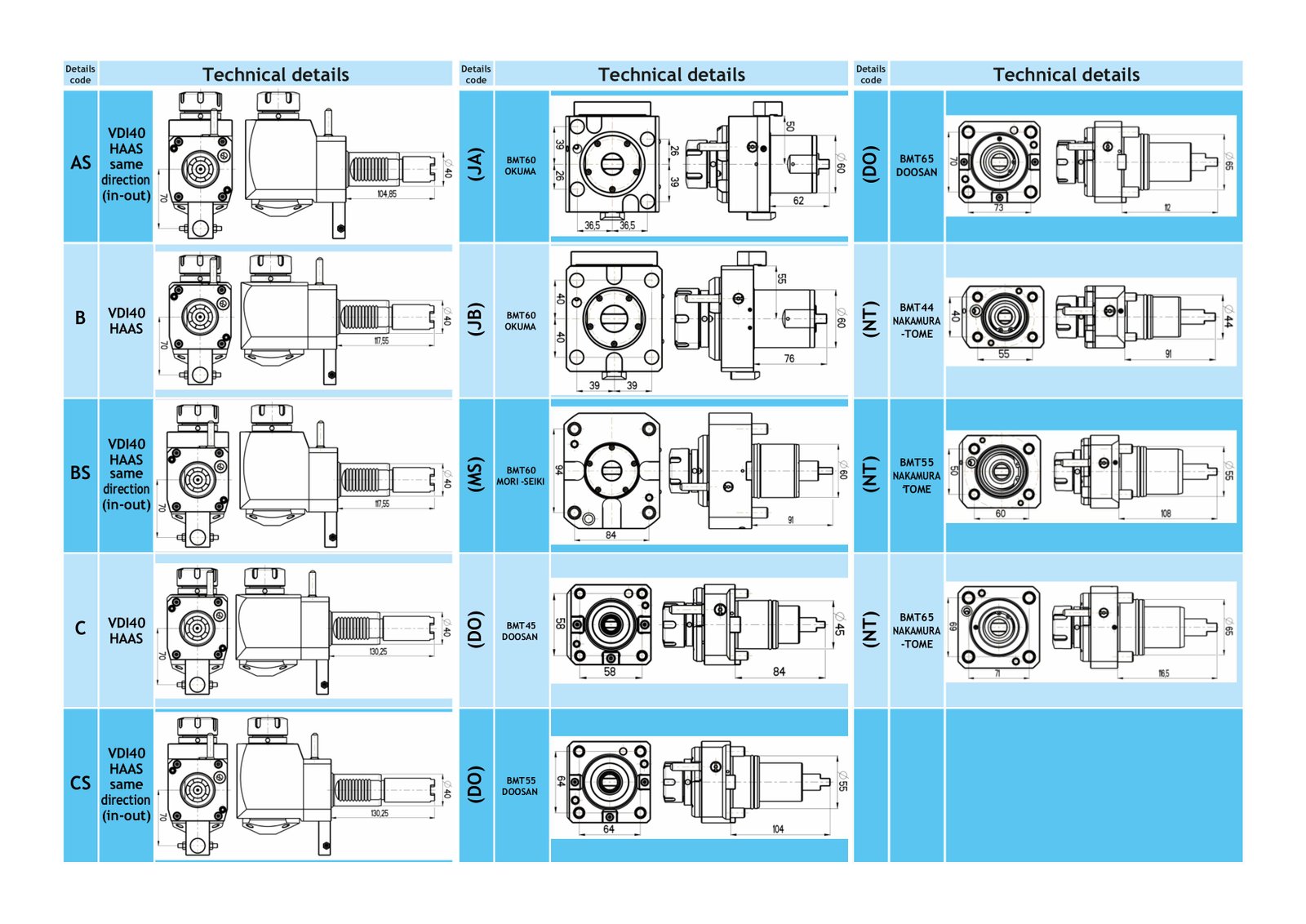
| TURRET INTERFACE TYPE |
VDI |
| SHANK SIZE [mm] |
40 |
| DRIVE COUPLING TYPE |
MAZAK(~DIN 1809) |
| TYPE OF INSIDE BEARINGS |
Spindle Ball Bearings |
| MACHINE MODEL | QT 200 M/MS/MY/MSY (STAR) |
| MACHINE MANUFACTURER | Mazak |
| BEARING TYPE | High Speed Ball Spindle |
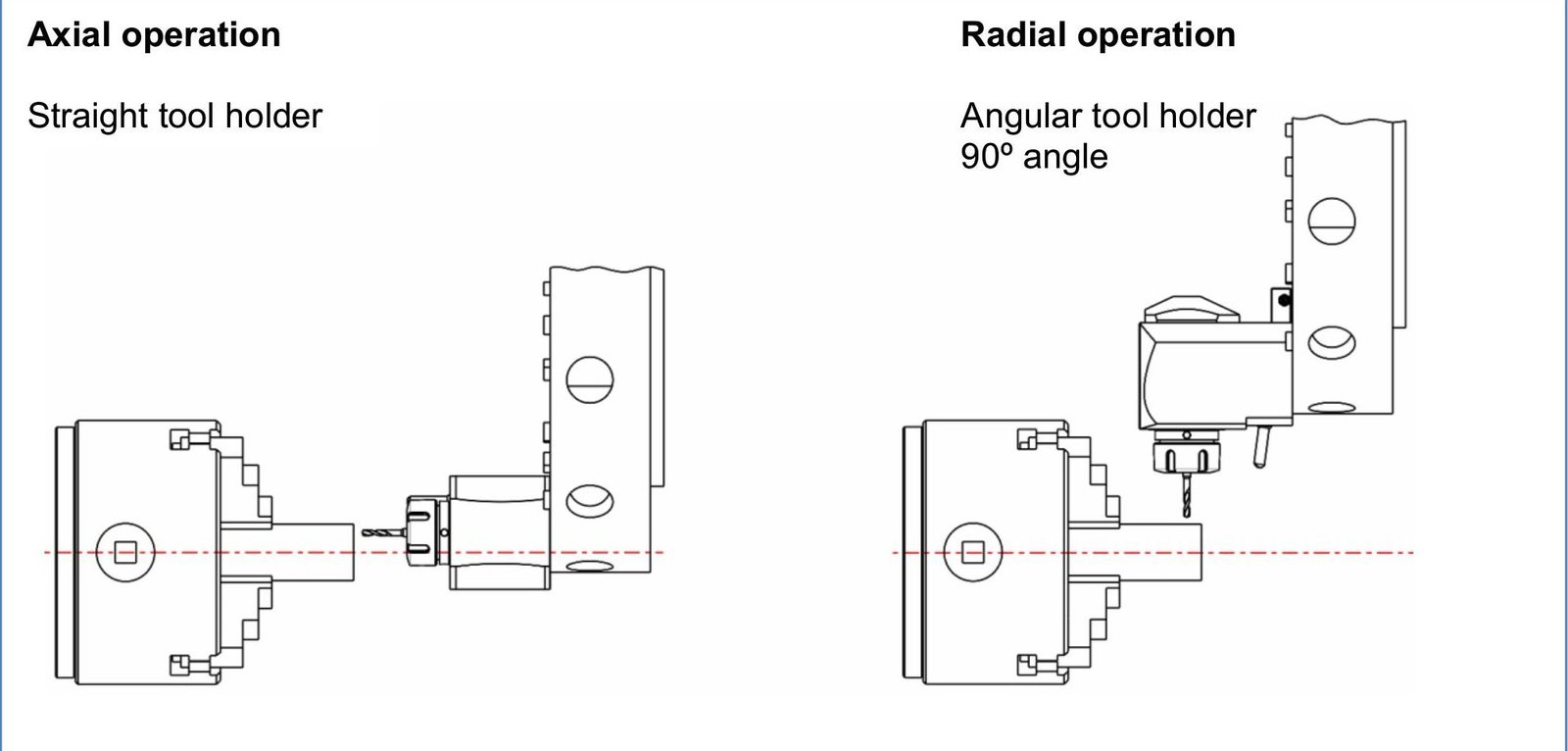
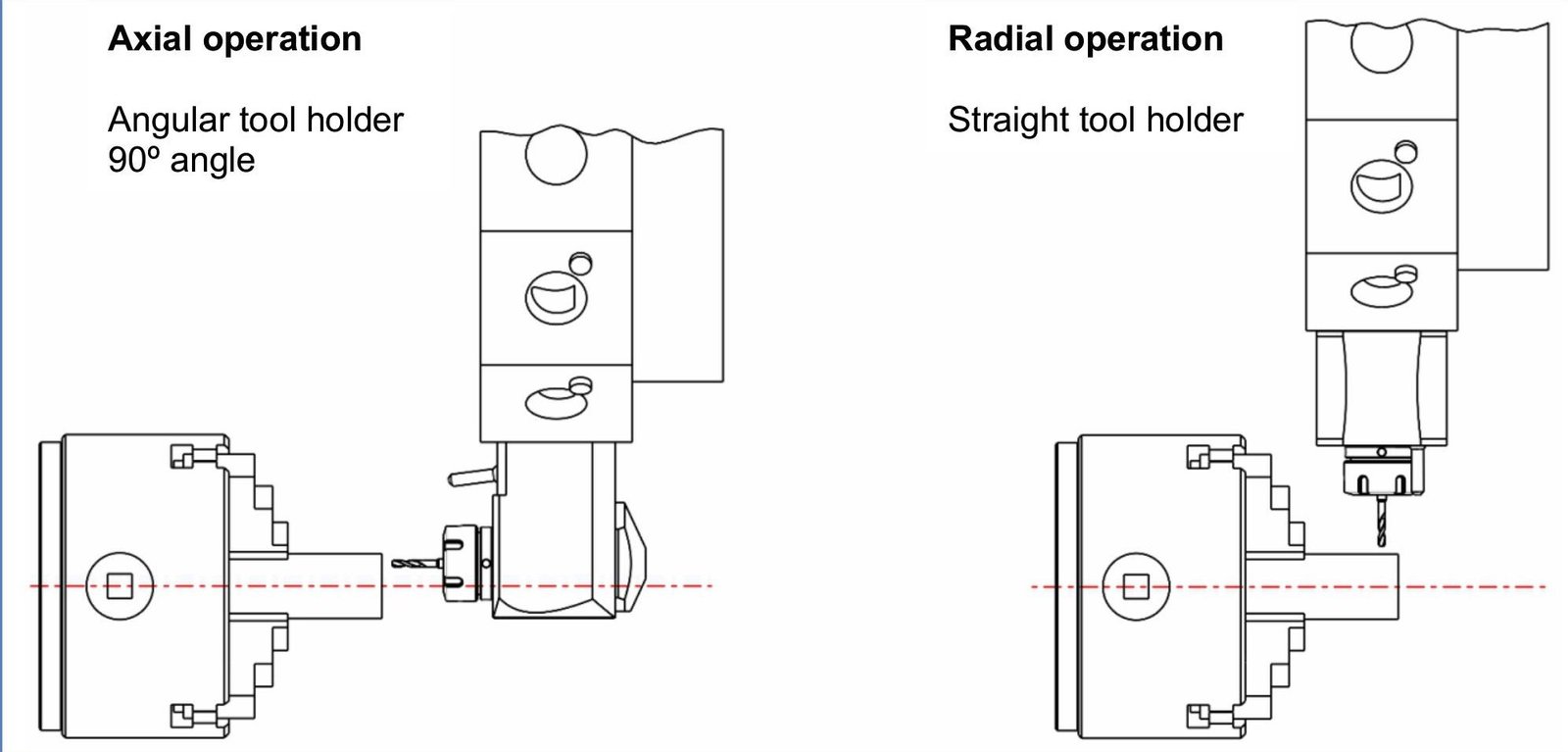
| PRODUCT TYPE | ANGULAR |
| COOLANT |
External Coolant |
| TOOL GRIP DIMENSION |
Collet ER32 |
| TOOL GRIP TYPE |
COLLET |
| TRANSMISSION RATIO [i=n1:n2] |
1:1 |
| TYPE OF TOOL HOLDER | LIVE TOOLS |
| TORQUE [Nm] |
50 |
| HEIGHT [mm] |
130 |
| Direction |
RIGHT HAND |
| Compatible machines |
Mazak > IVS-200, 300 M (STAR) Mazak > MZ40V (STAR) Mazak > QT 200 M/MS/MY/MSY (STAR) Mazak > QT 250 M/MS/MY/MSY (STAR) Mazak > QTN 200 M/MS/MY/MSY (STAR) Mazak > QTN 250 M/MS/MY/MSY (STAR) Mazak > SQT 15 M/MS/MY/MSY (STAR) Mazak > SQT 18 M/MS/MY/MSY (STAR) Mazak > SQT 200 M/MS/MY/MSY (STAR) Mazak > SQT 250 M/MS/MY/MSY (STAR) Mazak > Super Quadrex 200 M (STAR) Mazak > Super Quadrex 250 M (STAR) |
TOOLHOLDERS INSTRUCTIONS
Thank you for choosing our products.
For best results, please follow below instructions.
GENERALITIES
Each toolholder has passed a QC test and has a documented specification, attesting his geometric precision.
Our toolholders are equipped with high-quality sealed bearings that ensure a long service life. The grease that is used is Kluber or Isoflex.
Each toolholder is checked for temperature and vibration parameters on the test bench. This means that the toolholder is ready to start working in the production process!
PLEASE NOTE
Keep these instructions, with care, to have them whenever needed for consultation.
Be aware of any state law to avoid accidents for yourself and others by using live toolholders. Be careful when handling the toolholders to prevent it from falling, which could cause injury to yourself and others. Until the toolholder is attached to the turret, use rubber or plastic tool sleeves to avoid injuries caused by the tool cutting sharp edges.
If the toolholders are overloaded, there may be major damage in the operation of the product. In this brochure it is using symbolic representations. Some accessories shown are not included, as standard, with delivered toolholders.
1. INSTALLATION AND FUNCTIONING
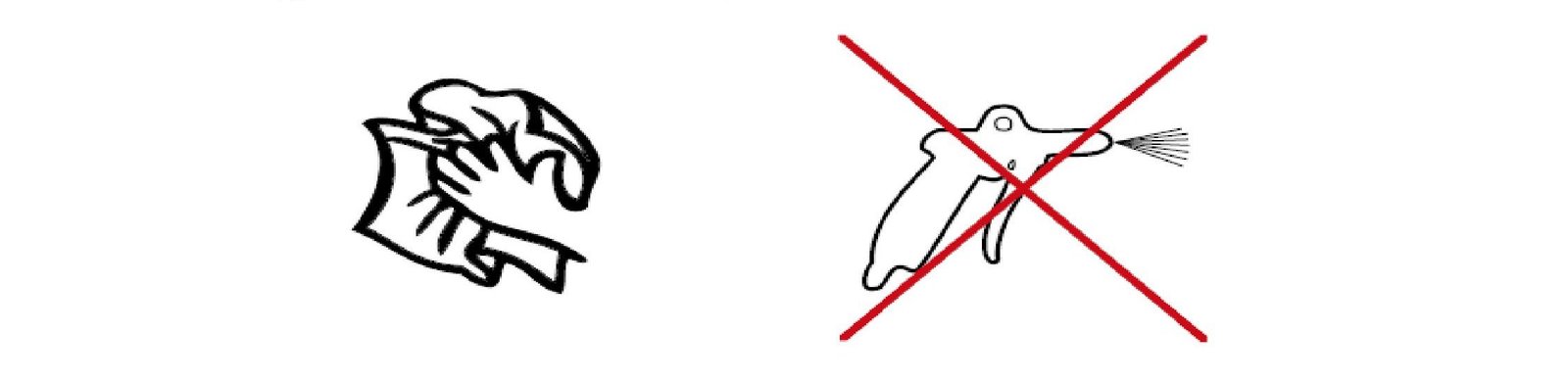
1.1 Cleaning and care
For cleaning, use a soft cloth. Do not use compressed air to clean the toolholders.
To achieve a long life of toolholders, please do not use strong chemical cleaners. Protect the surfaces of the toolholders with oil or other anti-corrosion products during storage.
1.2. Transmission, bearings and lubrication
Bearings and gears are lubricated with high quality lubricants for the lifetime of toolholder. Any additional lubrication is not required under normal operating conditions.
Additional data such as torque, maximum speed, etc. can be taken from the product datasheet.
1.3. Fixing on the turret
In principle, in order to guarantee an optimal function of the toolholder, a clean surface of the turret interface and the couplings is required. Only this ensures the highest possible accuracy in the cutting process.
1.3.1. Mounting the toolholders on the turret
Please inspect the contact surface of the turret (7). It must be clean and without chips.
Please check that the ring O-ring (8) is not damaged.
Insert the cylindrical part of the toolholder into the turret. Please ensure that the drive shaft (9) engages with the turret drive.
Enter the toolholder inside turret until the interface contact is well done. Ensure the toolholder is firmly tightened.
BMT turret: Mount the holder on turret and firmly tighten the bolts (4).
In order to remove the toolholder from the turret, just rotate the two set screws (5) clockwise. After the toolholder is released, you must rotate back the set screws until they are positioned below the mating surface of the toolholder with the turret, see picture above.

Okuma BMT turret: Mount the toolholder on turret and slightly tighten the bolts (4). The toolholder will be
centered by tighten the screw (6). Tighten firmly the screws (4).
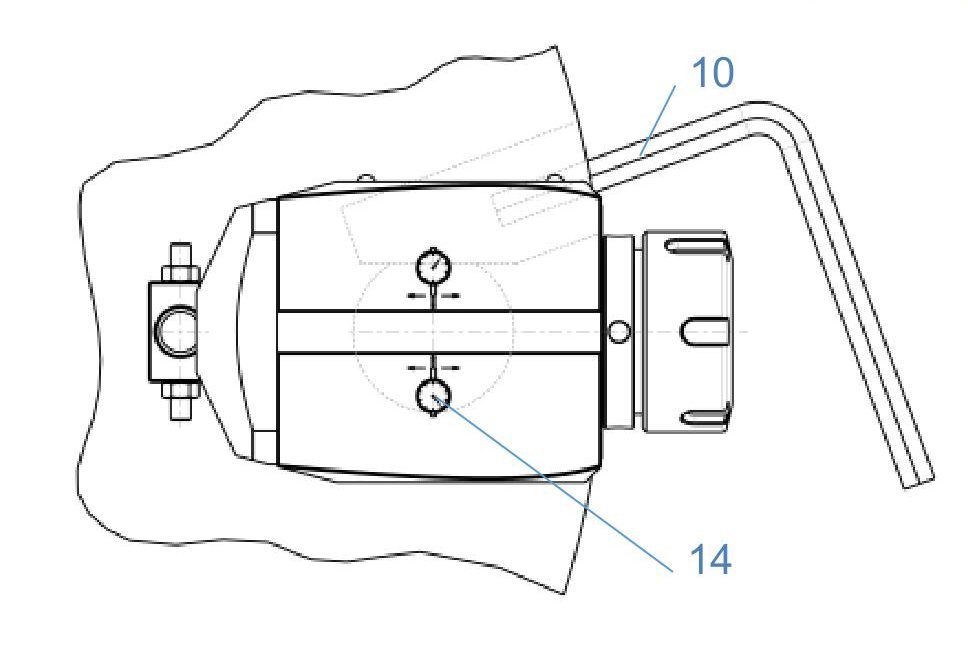
VDI turret: mount the holder on turret and tighten the rack screw with the hexagon key (10) firmly.

NOTE: The coupling of toolholder must be aligned with similar coupling from inside turret interface. If the
toolholder cannot easily be inserted into the turret, then remove the toolholder from the turret surface. In this
case, please use the machine's operating instructions.
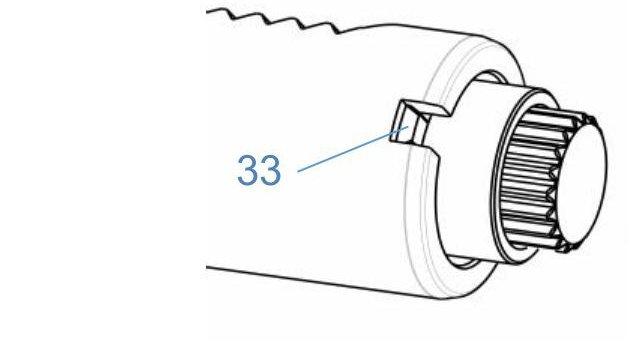
Particular case: for Live Toolholders with coupling type DIN 5480, for making
coupling, toolholder’s shaft need to be in locked position, so no rotation. This
position is realized when ring beak (33) is in position from this picture.
1.3.2. Aligning the VDI angular toolholder
The angular toolholders can be equipped for alignment with one of the following systems:

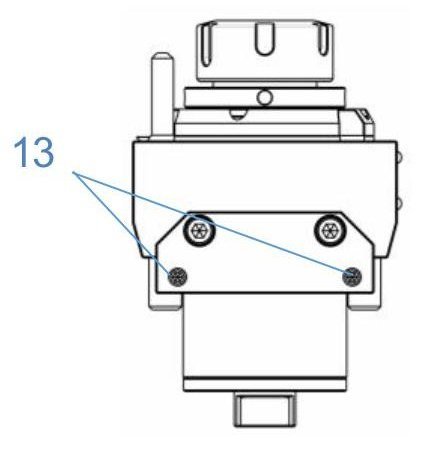
The toolholder will be set as follows: gently squeeze the toolholder on the turret through toothed rack in the recess by tightening a hex key (10) to allow the alignment. Align the toolholder with a dial comparator clock (14), by displacing it along the whole length of aligning area (surface), using for adjusting threaded pins (12). Once you have aligned the toolholder, you must tighten the threaded pins (12) and secure them with nuts (13), then firmly tighten the rack screw with the hexagon key (10).
At the end of alignment operation check again position set-up.
1.3.3. Aligning the Okuma BMT toolholder
The toolholders do not need any setup, but if from some reasons you need to fine tune the position of the toolholder then you have 2 screws (13), to do this job. You must do this setup before the final tightening of the screws (4).
1.4. Variable Angle Toolholder - Angle setting
The screws (15) will be loosen. Set the desired angle and firmly tighten the screws (15). Check the set angle, with a Digital Angle Finder or a Protractor, measuring by comparison the angle between the cutting tool and axle of the spindle (chuck).

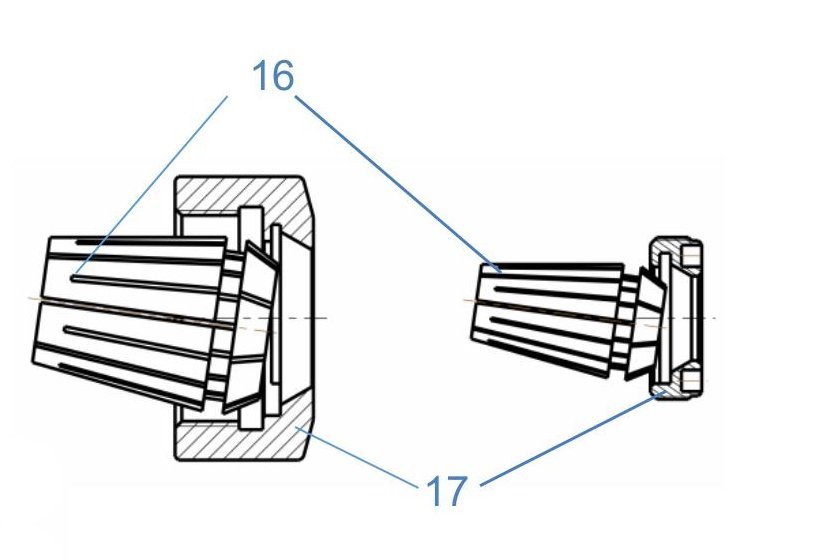
1.5. Clamping the tool
1.5.1. Fixing the cutting tool in collet
Insert the collet (16) into the ER clamping nut (17) until it enters inside locking way.
Firmly tighten the ER clamping nut using 2 (two) keys, as in bellow picture.
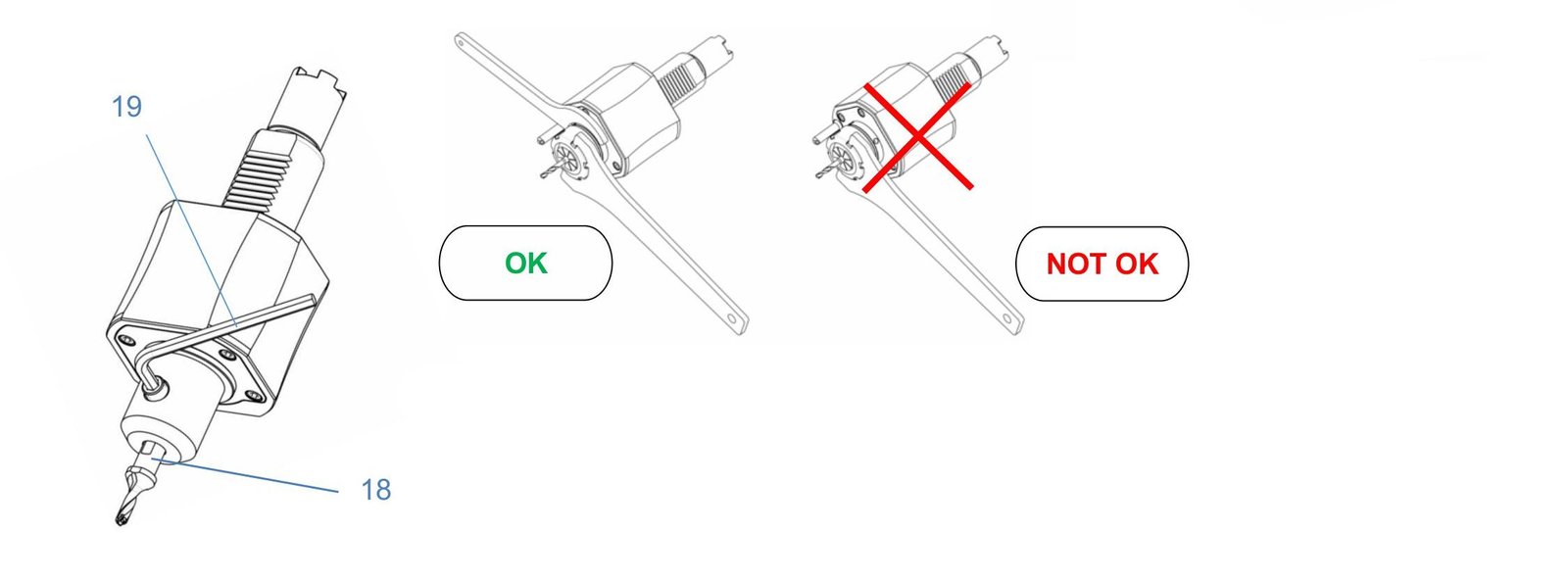
1.5.2. Fixing the cutting tool in Weldon output
Insert the cutting tool (18) (with the milled surface against the retaining pin) into the shaft hole and lock with the threaded pin using the hexagon key (19).
1.6. Cooling system of the Toolholder
Internal cooling (VDI straight): The toolholders with internal cooling are prepared for this option from factory.
Toolholders provide coolant through the shaft, respectively by the cutting tool. For the internal cooling of the
cutting tool, remove the plug (23) with a hexagon Allen key and put in place the plug (21).
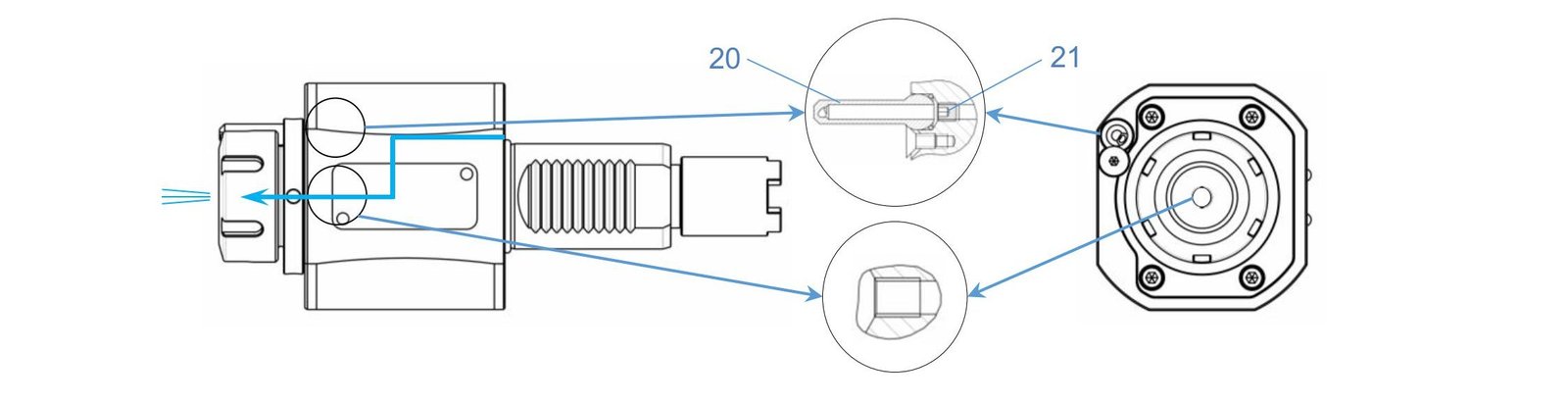
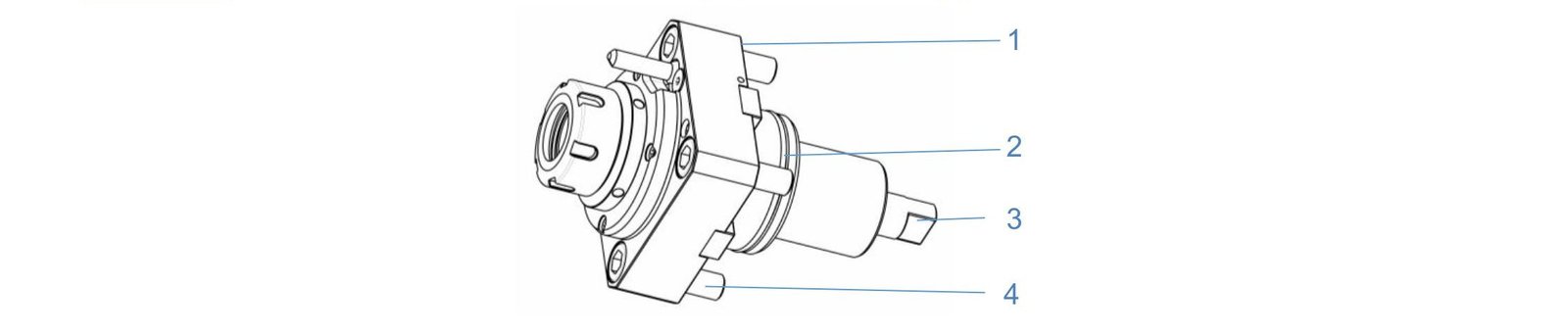
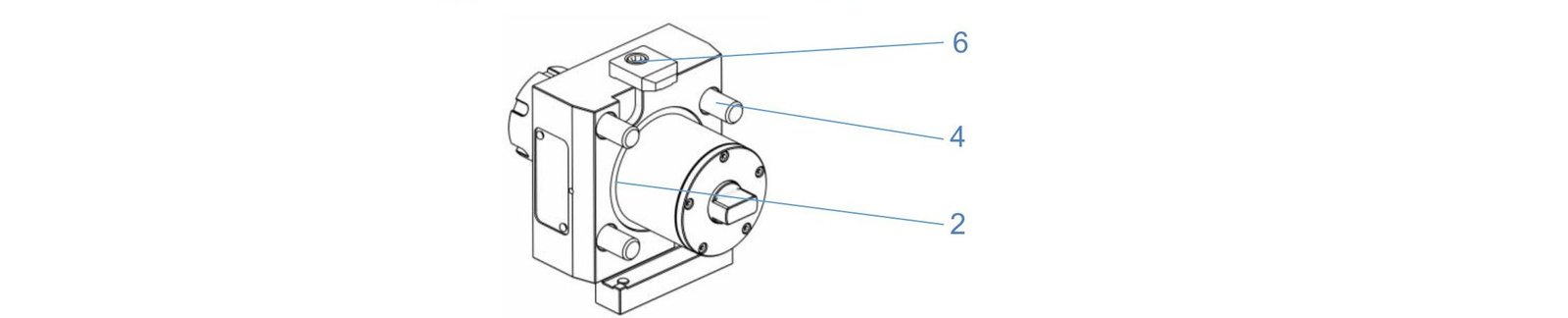
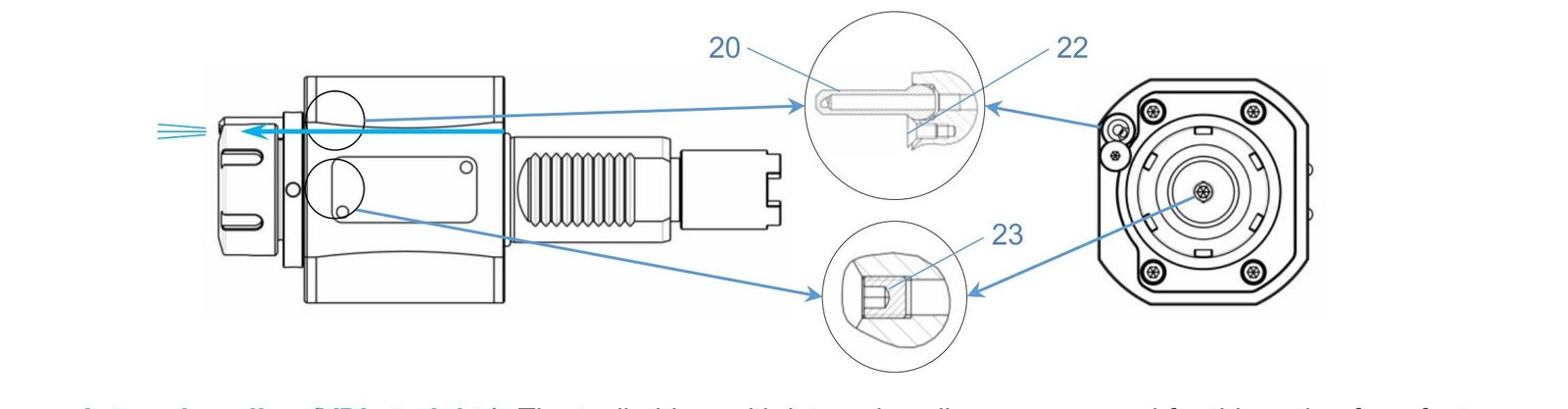
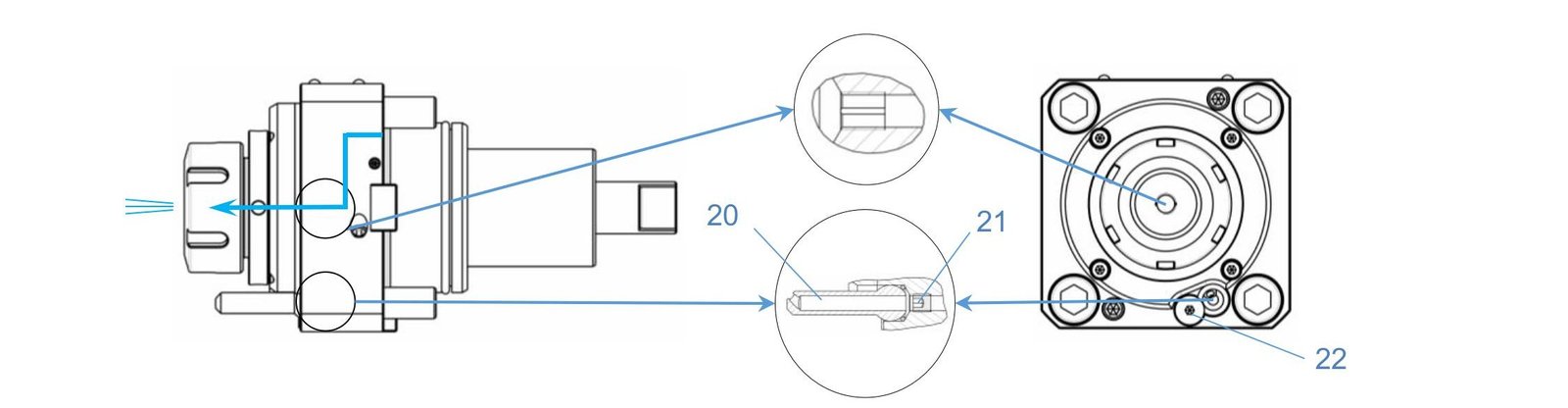
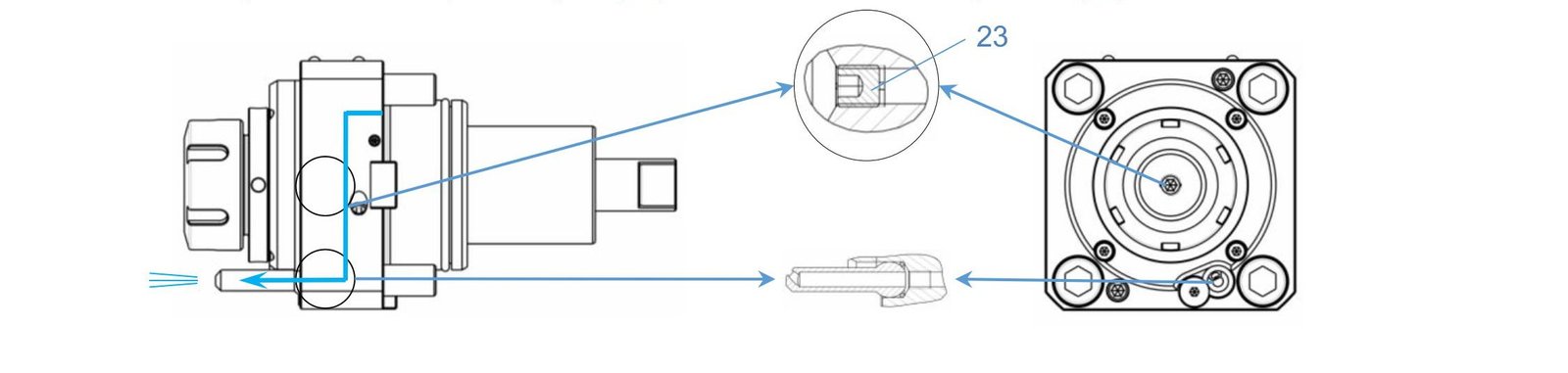
External cooling (VDI straight): Toolholders provides coolant through pipes. For external cooling you have to:
Remove the plug (21) using a hexagonal Allen key and put in place the plug (23). Adjust the orientation of the
external cooling fluid with the spherical joint (20) and fasten it with setting screw (22).
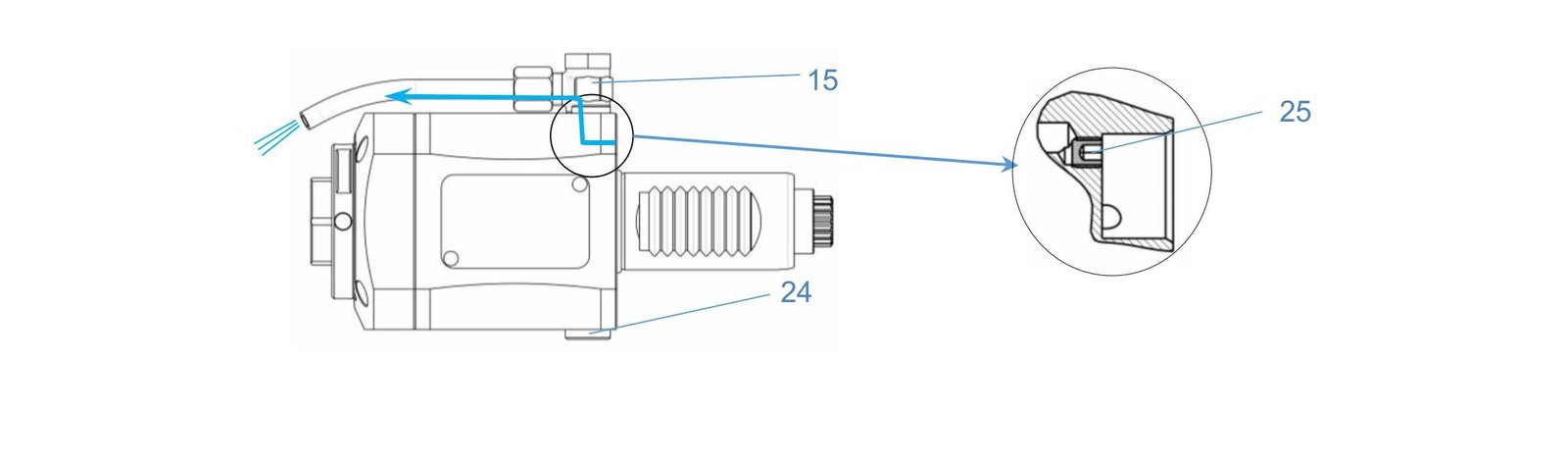
Internal cooling (VDI straight ): The toolholders with internal cooling are prepared for this option from factory.
Toolholders provides coolant through the shaft, respectively by the cutting tool. For the internal cooling of the
cutting tool, remove the plug (25) with a hexagon Allen key and put in place both plugs (24) removing the pipe
assembly (15).
External cooling (VDI straight ): Toolholders provides coolant through pipes. For external cooling you have to:
insert the plug (25) using a hexagonal Allen key, replace one of the two plugs (24) with the pipe assembly (15) and
adjust the orientation of the external cooling fluid from 90 degree fitting and the pipe.
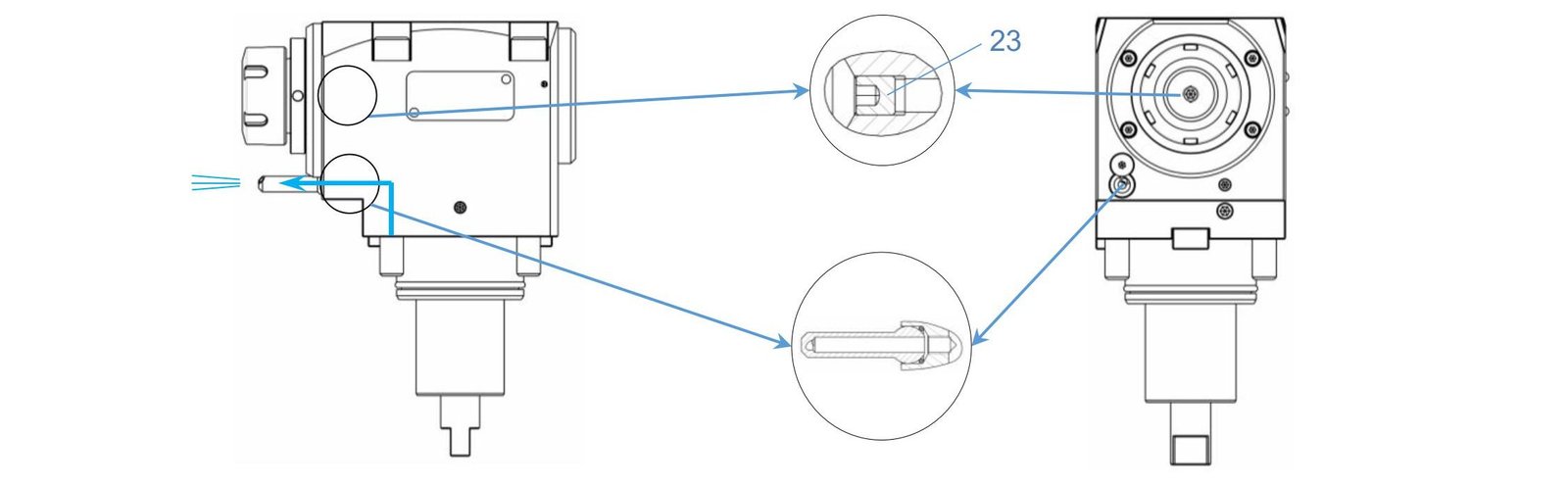
Internal cooling (VDI angular): The toolholders with internal cooling are prepared for this option from
factory. Toolholders provides coolant through the shaft, respectively by the cutting tool. For the internal cooling
of the cutting tool, remove the plug (23) with a hexagon Allen key and put in place the plug (21).
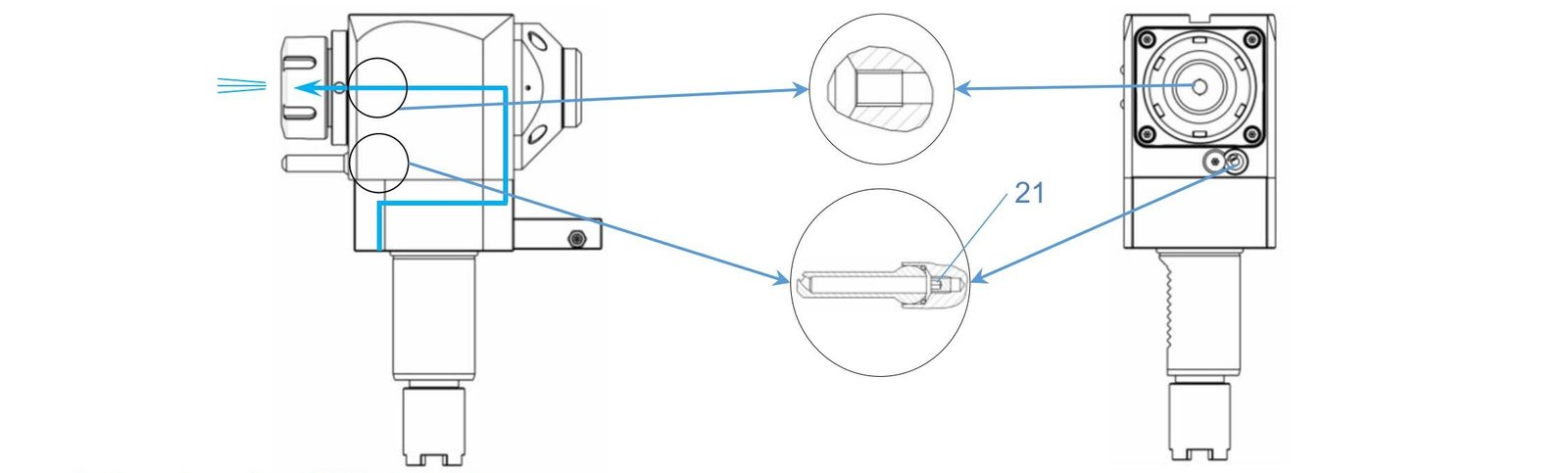
External cooling (VDI straight): Toolholders provides coolant through pipes. For external cooling you have to:
Remove the plug (21) using a hexagonal Allen key and put in place the plug (23). Adjust the orientation of the
external cooling fluid with the spherical joint (20) and fasten it with setting screw (22).

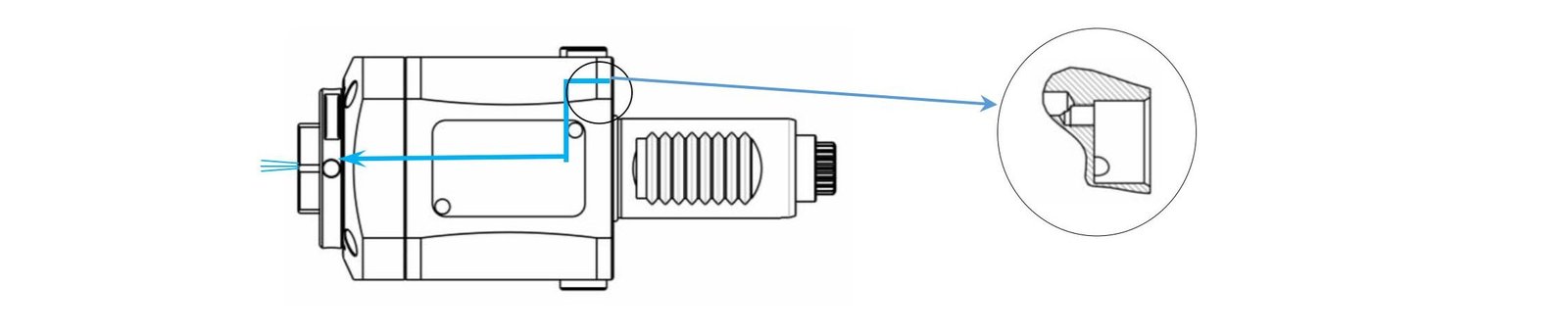
Internal cooling (BMT straight): The toolholders with internal cooling are prepared for this option from factory.
Toolholders provide coolant through the shaft, respectively by the cutting tool. For the internal cooling of the
cutting tool, remove the plug (23) with a hexagon Allen key and put in place the plug (21).
External cooling (BMT straight): Toolholders provides coolant through pipes.For external cooling you have to:
Remove the plug (21) using a hexagonal Allen key and put in place the plug (23). Adjust the orientation of the
external cooling fluid with the spherical joint (20) and fasten it with setting screw (22).
Internal cooling (BMT angular): The toolholders with internal cooling are prepare for this option from
factory. Toolholders provides coolant through the shaft, respectively by the cutting tool. For the internal cooling
of the cutting tool, remove the plug (23) with a hexagon Allen key and put in place the plug (21).

External cooling (BMT straight): Toolholders provides coolant through pipes.For external cooling you have to:
Remove the plug (21) using a hexagonal Allen key and put in place the plug (23). Adjust the orientation of the
external cooling fluid with the spherical joint (20) and fasten it with setting screw (22).
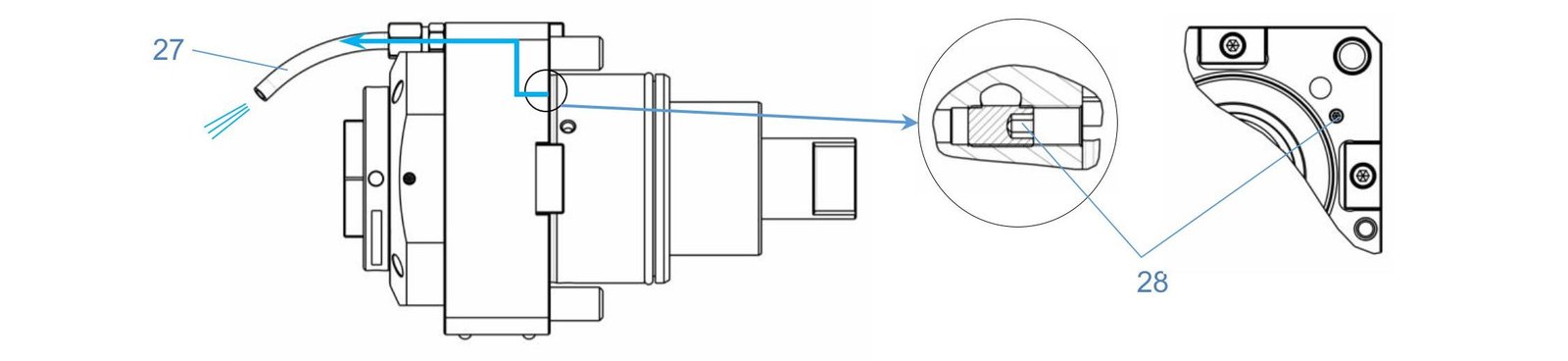
Internal cooling (BMT straight): The toolholders with internal cooling are prepared for this option from
factory. Toolholders provides coolant through the shaft, respectively by the cutting tool. For the internal cooling
of the cutting tool, rotate counterclockwise the plug (28) with a hexagon Allen key and put in place the plug (26).
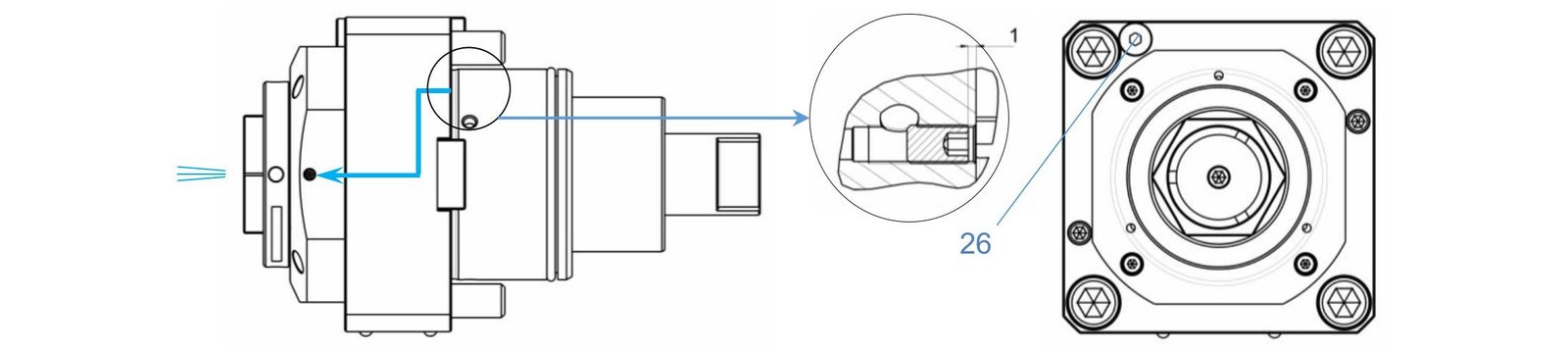
External cooling (BMT straight): Toolholders provides coolant through pipes. For external cooling you
have to: rotate clockwise the plug (28) until the end of the thread, using a hexagonal Allen key, replace the plug
(26) with the pipe assembly (27) and adjust the orientation of the external cooling fluid from fitting and the pipe.
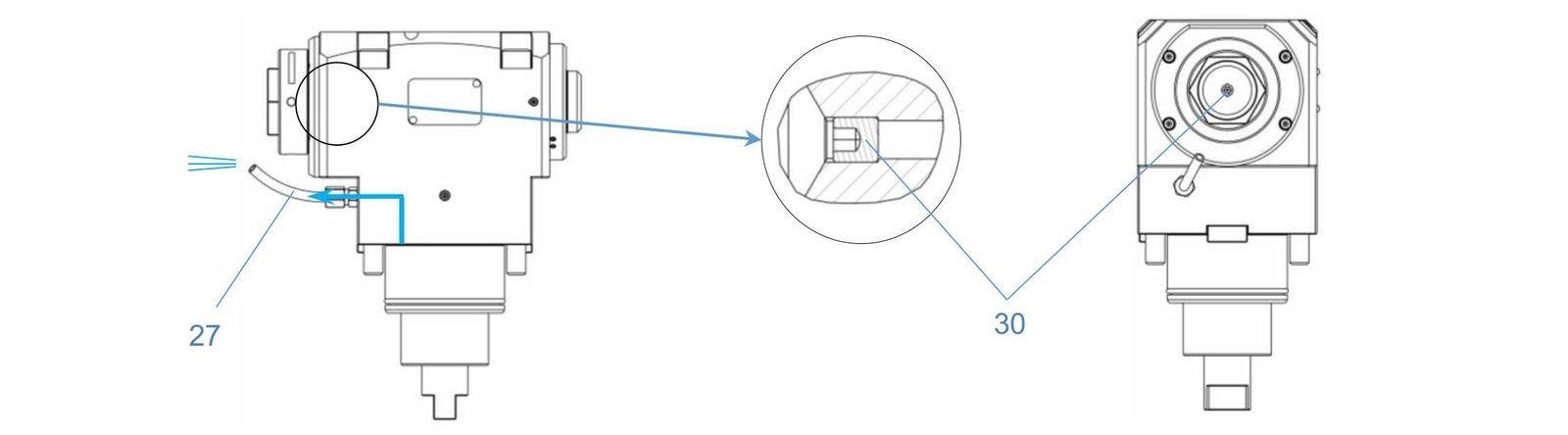
Internal cooling (BMT angular): The toolholders with internal cooling are prepared for this option from
factory. Toolholders provides coolant through the shaft, respectively by the cutting tool. For the internal cooling
of the cutting tool, remove the plug (30) with a hexagon Allen key and put in place the plug (29).
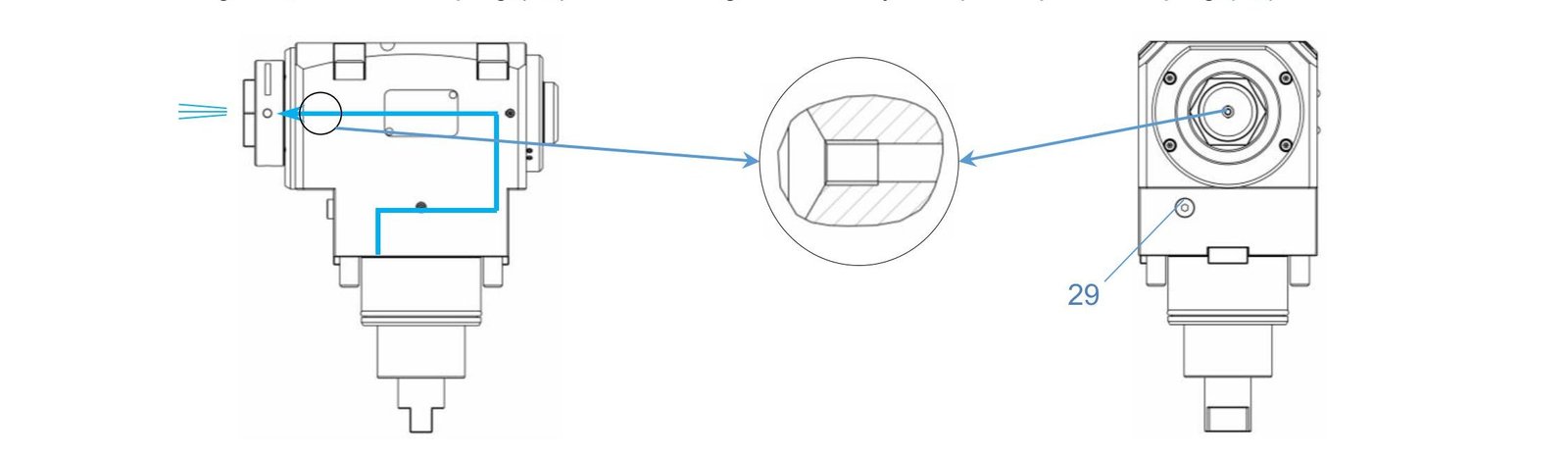
External cooling (BMT angular): The toolholders with internal cooling are prepared for this option from
factory. Toolholders provides coolant through the shaft, respectively by the cutting tool. For the internal cooling
of the cutting tool, remove the plug (30) with a hexagon Allen key and put in place the plug (29).
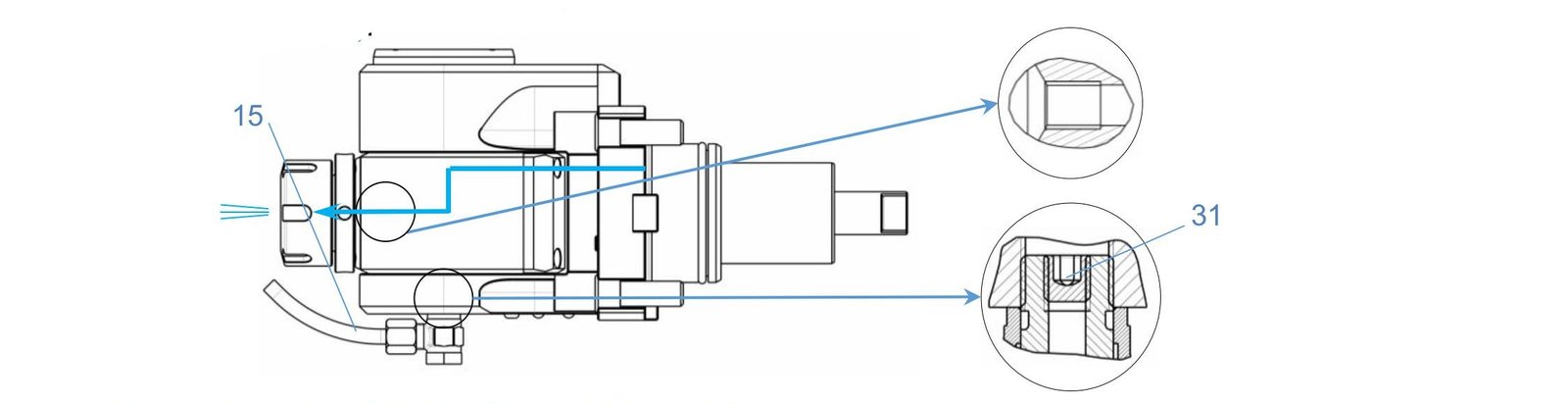
Internal cooling (BMT & VDI variable angle): The toolholders with internal cooling are prepared for this option
from factory. Toolholders provides coolant through the shaft, respectively by the cutting tool. For the internal
cooling of the cutting tool, remove the plug (32) with a hexagon Allen key and put in place plug (31) removing
the pipe assembly (15).
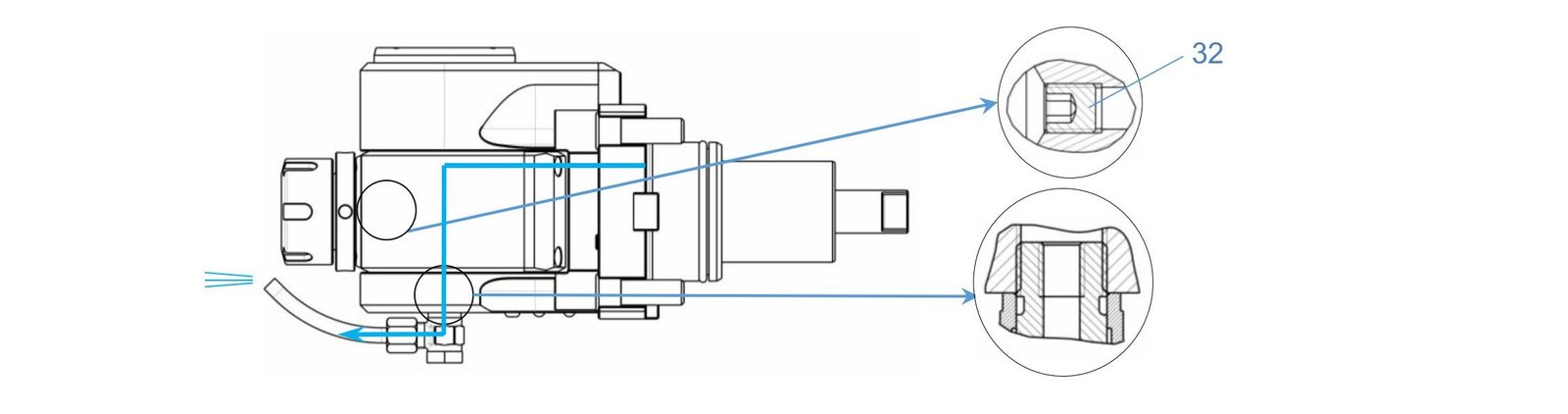
External cooling (BMT & VDI variable angle): Toolholders provides coolant through pipes. For external
cooling you have to: insert the plug (32) using a hexagonal Allen key, remove plug (31) and adjust the
orientation of the external cooling fluid from 90 degree fitting and the pipe.
2. PROBLEMS IN OPERATION
If a malfunction may appear during operation, lathe operator must stop immediately the using of the toolholder and customer needs to send a Service Request Document, if a such fault (failure) has been detected.
If there are problems or malfunctions with the toolholder, please contact the manufacturer / seller to return product for inspection, along with the service document.
Service Document, is stated at last page of present Instructions.
2.1 Instructions for products returning:
In order to keep the shortest repair times, please:
- Notify in advance that the product will be returned and propose a delivery date so that the repair can be scheduled in the internal service program. Products received without a service document will have a lower priority
- Provide product with a detailed description of the occurred problem, including as much information as possible.
- Without a service document, service department will not be able to repair the product on time.
2.2. Goods returned because of incorrect order, issued by the customer
In the event of a wrong order issued by the customer, the return of the product must be approved by the manufacturer / seller in advance. If approved, manufacturer will agree with the customer the replacement of toolholder. All transport costs will be bear by customer, in this case.
3. WARRANTY
- Defects that occur within 12 months from delivery date will be covered by producer warranty.
- The warranty does not cover damages or defects resulting from the negligence or improper use by the buyer personnel or if the products or their parts have been modified or repaired without the manufacturer's authorization.
- Repairs during the warranty period must be performed by the manufacturer or by a company / person approved by the manufacturer.
- The warranty is void if the product has previously been disassembled / repaired by unauthorized personnel.
- If repair is considered in warranty condition, this includes replacing of components that are subject to wear due to their intrinsic characteristics. However, the normal wear of these components cannot be considered as the sole reason for confirming the warranty.
- The seller or manufacturer will not be responsible for defects in materials or projects provided by the buyer.
- In particular, the manufacturer will not be held responsible for defects caused during transport and storage, misuse of the product by the customer (collisions), use outside normal working conditions, failure to observe the operating instructions and maintenance rules prescribed by producer.
- Repairs during the warranty period are made on the basis of a written complaint sent by the buyer, which must include a detailed description of the defect and which can be verified by the producer.
Repairs outside the warranty
For toolholders that are no longer covered by warranty, a standard toll charge of 60 EUR / toolholder, will be applied for disassemble and evaluation of the product state. If the Repair Offer is accepted by the customer and a Repair Order is received, this fee will not be paid by customer.
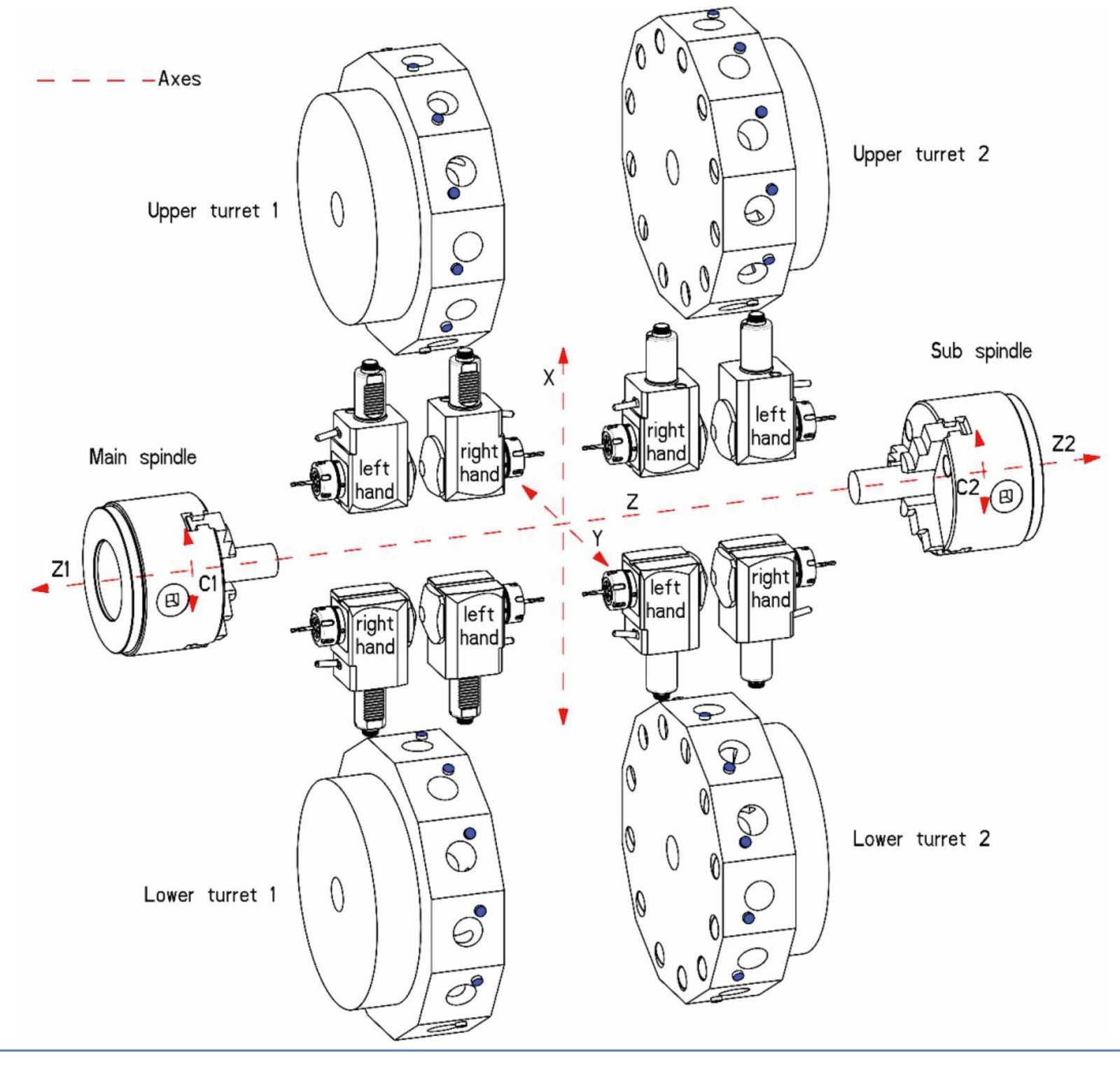
Operations with VDI Disk-type turret
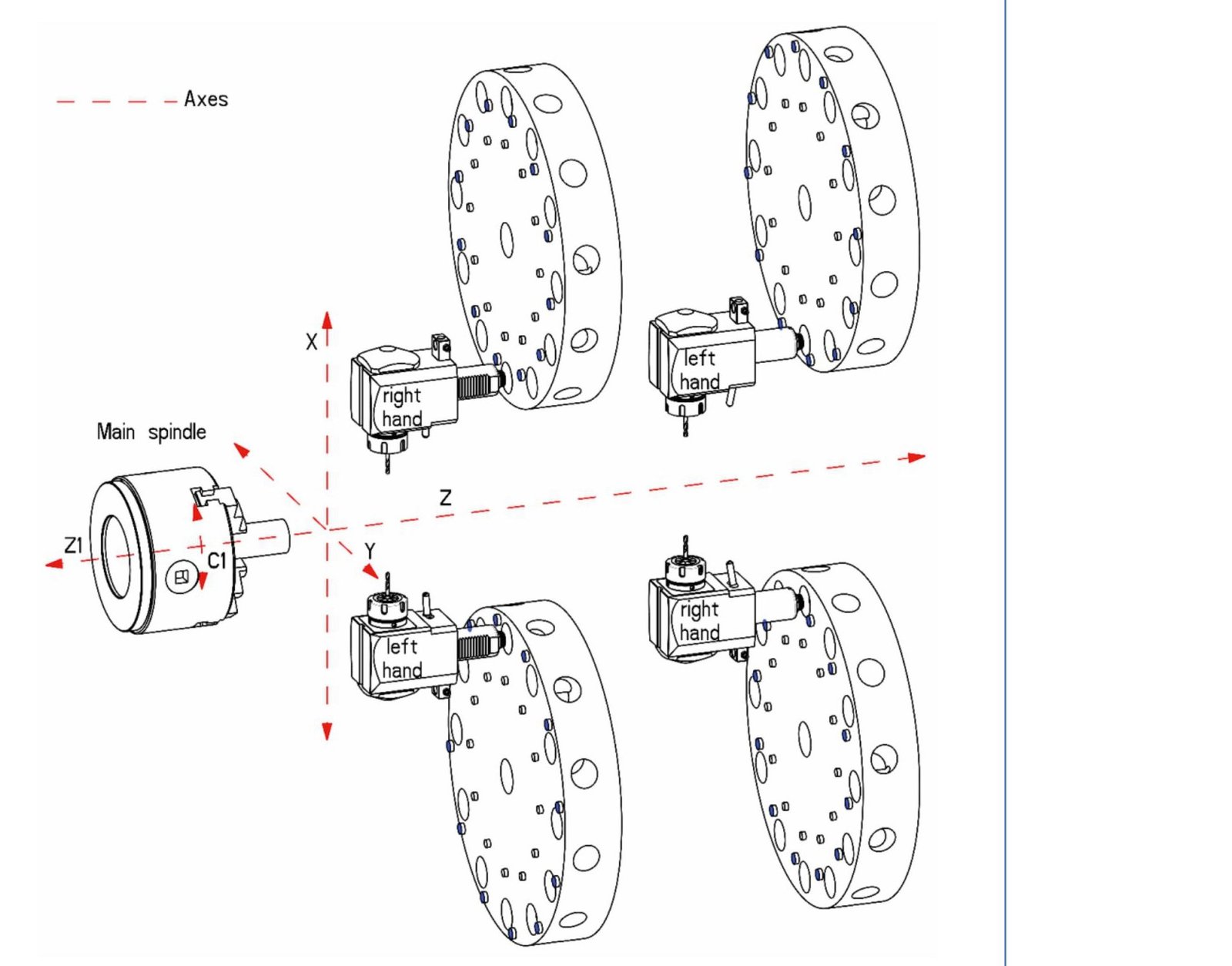
Operations with VDI Star-type turret
ToolsEngg FAQ
Answers to common questions about ordering, payment, shipping, returns, and business purchases on ToolsEngg.com.

1. When will my order arrive after purchase?
Shipping from our end usually takes 1 to 4 weeks from the date of purchase on ToolsEngg.com. Most listed items are in stock, so you can place your order without hassle.
2. Do you offer cash on delivery?
No, we do not currently offer Cash on Delivery (COD).
3. What payment options are available?

For customers outside India, PayPal is our preferred payment method.

For customers in India, you can pay securely through Razorpay in INR. Razorpay also supports multiple international payment methods for selected currencies.
If you prefer a bank transfer, select the offline bank transfer option at checkout. We will email a proforma invoice with the relevant bank details for a smooth transfer.
4. How do I pay with PayPal?
You can pay through PayPal in two ways: by logging in to your PayPal account and using saved payment methods, or by paying directly with your debit or credit card at checkout.
5. What is TE 100% Purchase Protection?

At ToolsEngg.com, we stand behind the products you buy from us. If you receive an item that does not match the ordered specification, we will replace it within 7 days of delivery with free return shipping.
- Wrong specification.
- Wrong type of product.
- Wrong quantity.
- Missing parts or accessories.
- Defective item.
- Dead on arrival.
- Damaged item.
The product must be unused, untampered, and returned with the original price tag and packing slip. Please contact infotoolsengg@gmail.com to begin the return process.
If an order is cancelled after payment, the refund will be processed as soon as possible, usually within 24 hours where applicable. If an order is delayed before shipment, you may cancel it by contacting customer support.
6. Do you have a mobile app?
Yes. You can download the free ToolsEngg app from Google Play Store for updates and offers.
7. What is your return and cancellation policy?
Orders are eligible for a 100% refund, including return shipping, when the returned item meets our return conditions. Returns must be initiated within 7 days of receiving the product.
- The wrong item was delivered.
- The product is unused.
- The item is returned in its original packaging.
- Price tags, labels, and invoices are included.
- The return package is properly packed to avoid transit damage.
Once the unused item is received in good condition, the refund and return shipping amount will be initiated promptly. Cancellation is allowed before 24 hours or before dispatch, whichever comes first. A 5% payment gateway fee may be deducted from the refund amount, along with any other applicable cancellation charges.
Orders cannot be cancelled after dispatch or after the 24-hour window. For help, contact infotoolsengg@gmail.com.
8. Where are the products manufactured?

ToolsEngg.com is headquartered in Chennai, India, and our products are made in India.
9. How can I contact you?
Email: infotoolsengg@gmail.com
Phone: +91 9841816287
Live Chat: Available in the bottom-right corner of every page on ToolsEngg.com. If our team is unavailable, please leave your name and email address.
10. Can corporates purchase from ToolsEngg?
Yes. Please email your requirements to infotoolsengg@gmail.com. We will provide a formal quotation along with bank details for transfer.
11. Which country is ToolsEngg based in?
We are based in India and have been serving customers for over 30 years. We ship to more than 200 countries worldwide.
12. Will I have to pay taxes if I am outside India?
No Indian GST is charged when the shipping or payment address is outside India. However, you may still be liable for customs duties or import taxes in your country. Indian customers will pay GST as applicable to the product category.
13. I am a machine tool dealer. Can I get special pricing?
Yes. Please email your company details to infotoolsengg@gmail.com with the subject line I am a dealer. We review such requests case by case based on regular requirement and business fit.
14. What makes ToolsEngg products special?
Our focus is on four core values:
- Quality.
- Tool life.
- Cost effectiveness.
- Customer support.
15. Can you manufacture tools from my drawing?
Yes. We can work in two ways:
- If you have a precise drawing, send it to infotoolsengg@gmail.com.
- If you have only the requirement details, send them to us and we can suggest the best tool geometry and solution.
16. Can I sell on ToolsEngg.com?
Yes. Please email us at infotoolsengg@gmail.com with your product details, and our team will review it.
Need more help?
Reach out by email, phone, or live chat, and our team will be happy to assist you.
Worldwide Shipping Made Easy

Experience hassle-free shopping with our worldwide shipping service. Shipping charges are calculated automatically based on your cart weight, ensuring transparency and convenience.
Check Shipping Availability
Check whether we can ship to your country.
Have Questions? Reach Out to Us
Email us at infotoolsengg@gmail.com or message us on WhatsApp at +91 9841816287 for any queries or assistance.
Secure Packaging, Seamless Delivery
Rest assured that your order is handled with care. We prioritize secure packaging and a smooth delivery process right to your doorstep.
Shipping availability and transit time may vary by destination and product type.




.jpg)

.jpg)



.png)

.png)