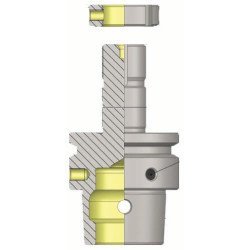
HSK-E 50 Precision Grinding Wheel Arbor
The HSK-E 50 Precision Grinding Wheel Arbor is a high-accuracy tool holder designed specifically for mounting grinding wheels on CNC tool and cutter grinding machines that feature the HSK-E 50 spindle interface. Conforming to DIN 69893-5, the HSK-E form combines a compact hollow taper shank with simultaneous taper and face contact, delivering exceptional rigidity, repeatable positioning, and minimal run-out — all of which are critical requirements in precision grinding operations.
The HSK-E interface is distinguished by its symmetric drive design and slim profile, making it particularly well suited to high-speed grinding spindles. These arbors are precision-balanced to ISO 1940 Grade G 2.5 at speeds up to 25,000 RPM, ensuring vibration-free operation at the elevated rotational speeds demanded by modern CNC tool grinding applications. They are widely used on machines from leading manufacturers such as REINECKER, SCHÜTTE, Rollomatic, ANCA, Haas Multigrind, and other HSK-E 50 compatible platforms.
Engineering Highlights
- Interface Standard: HSK-E 50, DIN 69893-5 — symmetric drive, slim taper for high-speed grinding spindles.
- Clamping System: Simultaneous taper and face contact for maximum rigidity and axial repeatability.
- Balance Grade: Balanced to ISO 1940 G 2.5 at 25,000 RPM for vibration-free operation.
- Run-Out Accuracy: Precision-ground to taper tolerance class AT3, ensuring minimal radial and axial run-out.
- Compatibility: Designed for REINECKER, SCHÜTTE, Rollomatic, ANCA, Haas Multigrind, and other HSK-E 50 machines.
Key Features
- Simultaneous hollow taper and face contact provides superior clamping stiffness, minimises deflection, and ensures accurate wheel positioning.
- Precision-ground taper surfaces manufactured to AT3 tolerance class per DIN 69893 for consistent seating and minimal run-out.
- Balanced to ISO 1940 Grade G 2.5 at 25,000 RPM, supporting smooth, vibration-free performance at high grinding speeds.
- Symmetric drive design of the HSK-E interface ensures uniform torque transmission without directional bias.
- Hardened functional surfaces (58 ± 2 HRC) provide excellent wear resistance and long-term dimensional stability under repeated clamping cycles.
- Available with various bore diameters and arbor lengths to accommodate a wide range of grinding wheel configurations.
Typical Applications
The HSK-E 50 Precision Grinding Wheel Arbor is used on CNC tool and cutter grinding machines for the precision grinding of cutting tools including solid carbide end mills, drills, reamers, taps, form cutters, step drills, and profile cutters. It supports the mounting of CBN, diamond, aluminium oxide, and silicon carbide grinding wheels used in the production and resharpening of precision cutting tools.
Typical machine platforms include REINECKER WZS and UWS series, SCHÜTTE 305 series, Rollomatic GrindSmart, Haas Multigrind HT, and other five-axis CNC tool grinders designed for high-precision carbide and HSS tool production.
Technical Specifications
| Parameter | Specification / Value | Engineering Notes |
|---|---|---|
| Interface Standard | HSK-E 50, DIN 69893-5 | Part 5 of DIN 69893 defines the HSK-E form for manual tool change with symmetric drive and slim taper profile. |
| Clamping Principle | Simultaneous taper and face contact | Hollow taper deformation under clamping force creates simultaneous radial and axial contact, providing higher stiffness than conventional steep tapers. |
| Taper Bore (d2) | 38.009 mm | Precision-ground internal bore for accurate and repeatable seating in the spindle. Tolerance to AT3 class. |
| Nominal Shank Size | HSK 50 | D1 flange diameter 42 mm; taper length l1 = 25 mm; taper depth b1 = 10.54 mm ± 0.04 mm per DIN 69893. |
| Taper Tolerance | AT3 per DIN 69893 | Ensures consistent concentricity and face contact accuracy, directly supporting low run-out and stable wheel seating. |
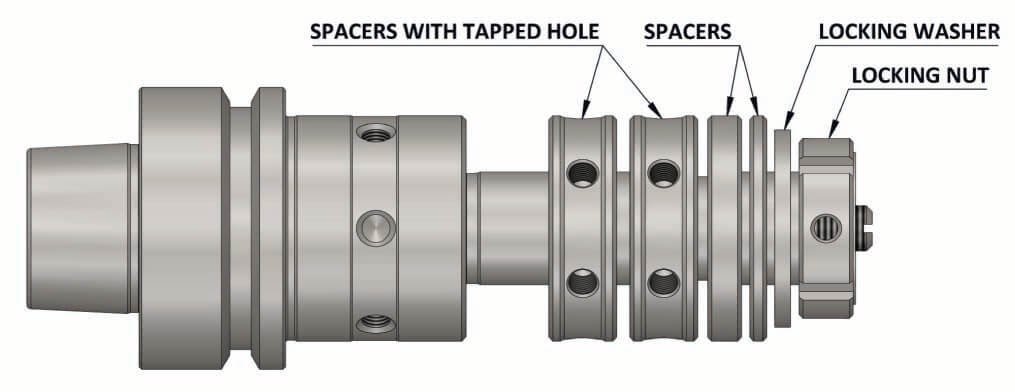
| Balance Grade | ISO 1940 G 2.5 at 25,000 RPM | Factory-balanced to minimise vibration at grinding speeds. The complete assembly — arbor, flanges, and wheel — should be balanced as a unit before operation. |
| Material & Hardness | Case-hardened alloy steel, 58 ± 2 HRC | Core tensile strength minimum 1,000 N/mm² with case hardening depth of 0.4–0.5 mm for wear resistance and long service life. |
| Surface Finish | Precision-ground and finely finished | All functional surfaces ground to fine tolerances. Often supplied with a protective surface treatment to resist corrosion during storage and handling. |
| Arbor Bore Sizes | Available in Ø20 mm (typical) | Arbor bore and projection length are selected to match the specific grinding wheel bore and machine wheel flange configuration. |
HSK-E 50 Interface Dimensions (DIN 69893-5)
| Dimension | Symbol | Value (mm) | Description |
|---|---|---|---|
| Nominal Size | d1 | 50 | Reference nominal diameter of the HSK interface. |
| Taper Bore Diameter | d2 | 38.009 | Internal bore diameter of the hollow taper shank. |
| Flange Diameter | D1 max | 42 | Overall flange / collar outer diameter at the face contact surface. |
| Shank Length | l1 | 25 | Overall engagement length of the taper shank into the spindle. |
| Taper Depth | b1 | 10.54 ± 0.04 | Depth of the taper section; defines the extent of hollow deformation under clamping. |
| Drive Key Width | b2 | 12 | Width of the symmetric drive slot that transmits torque from the spindle to the arbor. |
| Clamping Groove Depth | b3 | 14 | Depth of the internal clamping groove engaged by the spindle retention system. |
| Drawbar Thread | d9 | M16 × 1 | Internal thread for the pull stud or drawbar connection where applicable. |